

პროექტის მიმოხილვა
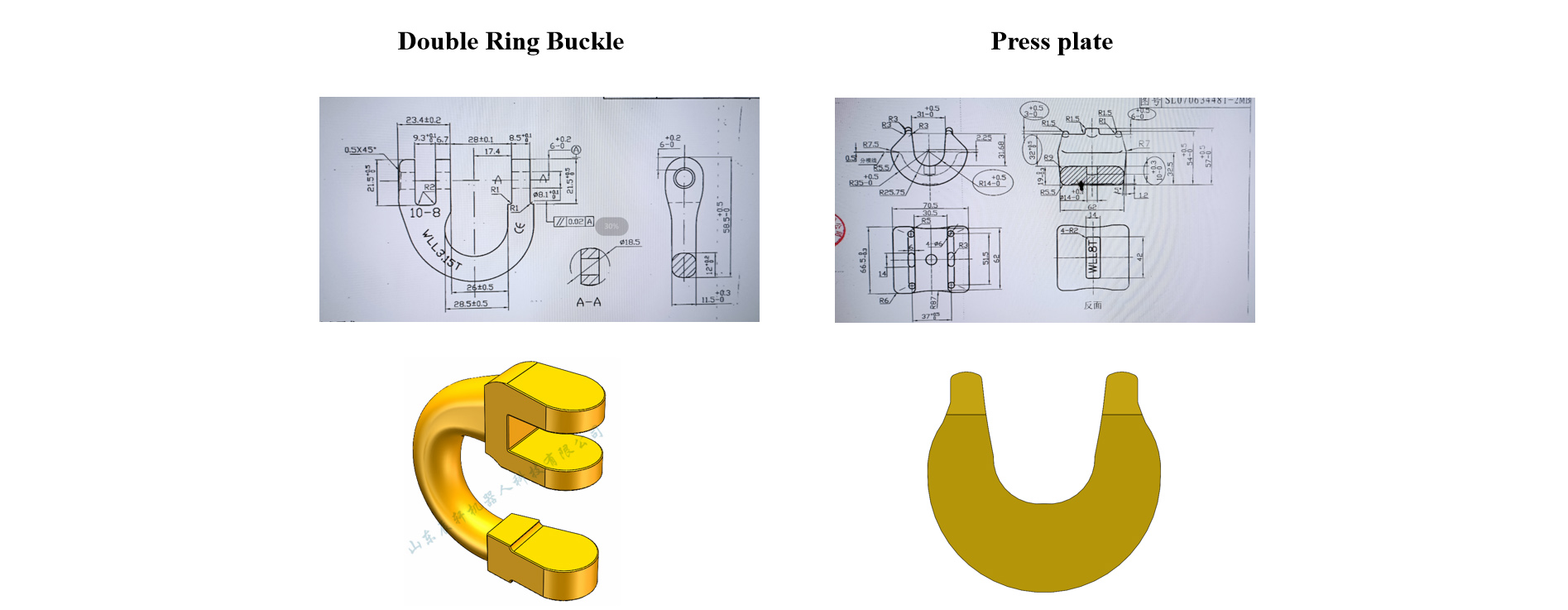
სამუშაო ნაწილის ნახაზები: მხარე A-ს მიერ მოწოდებული CAD ნახაზების გათვალისწინებით. ტექნიკური მოთხოვნები: სილოსის შესანახი რაოდენობა ≥წარმოების მოცულობა ერთ საათში.
| სამუშაო ნაწილის ტიპი | სპეციფიკაცია | დამუშავების დრო | შენახვის მოცულობა საათში | მავთულხლართების რაოდენობა | მოთხოვნა |
| SL-344 პრეს ფირფიტა | 1T/2T/3T | 15 | 240 | 1 | თავსებადი |
| 5T/8T | 20 | 180 | 1 | თავსებადი | |
| SL-74 ორმაგი რგოლისებრი ბალთა | 7/8-8 | 24 | 150 | 2 | / |
| 10-8 | 25 | 144 | 2 | / | |
| 13-8 | 40 | 90 | 2 | / | |
| 16-8 | 66 | 55 | 1 | / | |
| 20-8 | 86 | 42 | 2 | / |
სამუშაო ნაწილის ნახაზი, 3D მოდელი
სქემის განლაგება
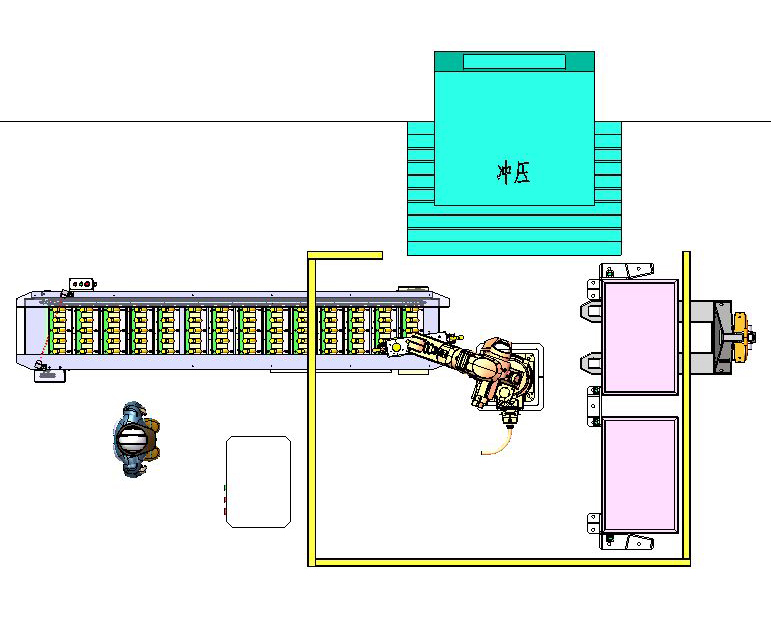
აღწერა: მიწის ნაკვეთის დეტალური განზომილება პროექტზე იქნება დამოკიდებული.
აღჭურვილობის სია
კალათა დანაყოფის ფირფიტების დროებითი შესანახად
| ს/ნ | სახელი | მოდელის ნომერი | რაოდენობა. | შენიშვნები |
| 1 | რობოტები | XB25 | 1 | ჩენსუანი (მათ შორის კორპუსი, საკონტროლო კაბინეტი და დემონსტრატორი) |
| 2 | რობოტის მაშები | პერსონალიზაცია | 1 | ჩენქსუანი |
| 3 | რობოტის ბაზა | პერსონალიზაცია | 1 | ჩენქსუანი |
| 4 | ელექტრო კონტროლის სისტემა | პერსონალიზაცია | 1 | ჩენქსუანი |
| 5 | კონვეიერის ჩატვირთვა | პერსონალიზაცია | 1 | ჩენქსუანი |
| 6 | უსაფრთხოების ღობე | პერსონალიზაცია | 1 | ჩენქსუანი |
| 7 | მასალის ჩარჩოს პოზიციონირების აღმომჩენი მოწყობილობა | პერსონალიზაცია | 2 | ჩენქსუანი |
| 8 | ჩარჩოს დაცლა | / | 2 | მომზადებულია A მხარის მიერ |
აღწერა: ცხრილში მოცემულია ინდივიდუალური სამუშაო სადგურის კონფიგურაციის სია.
ტექნიკური აღწერა
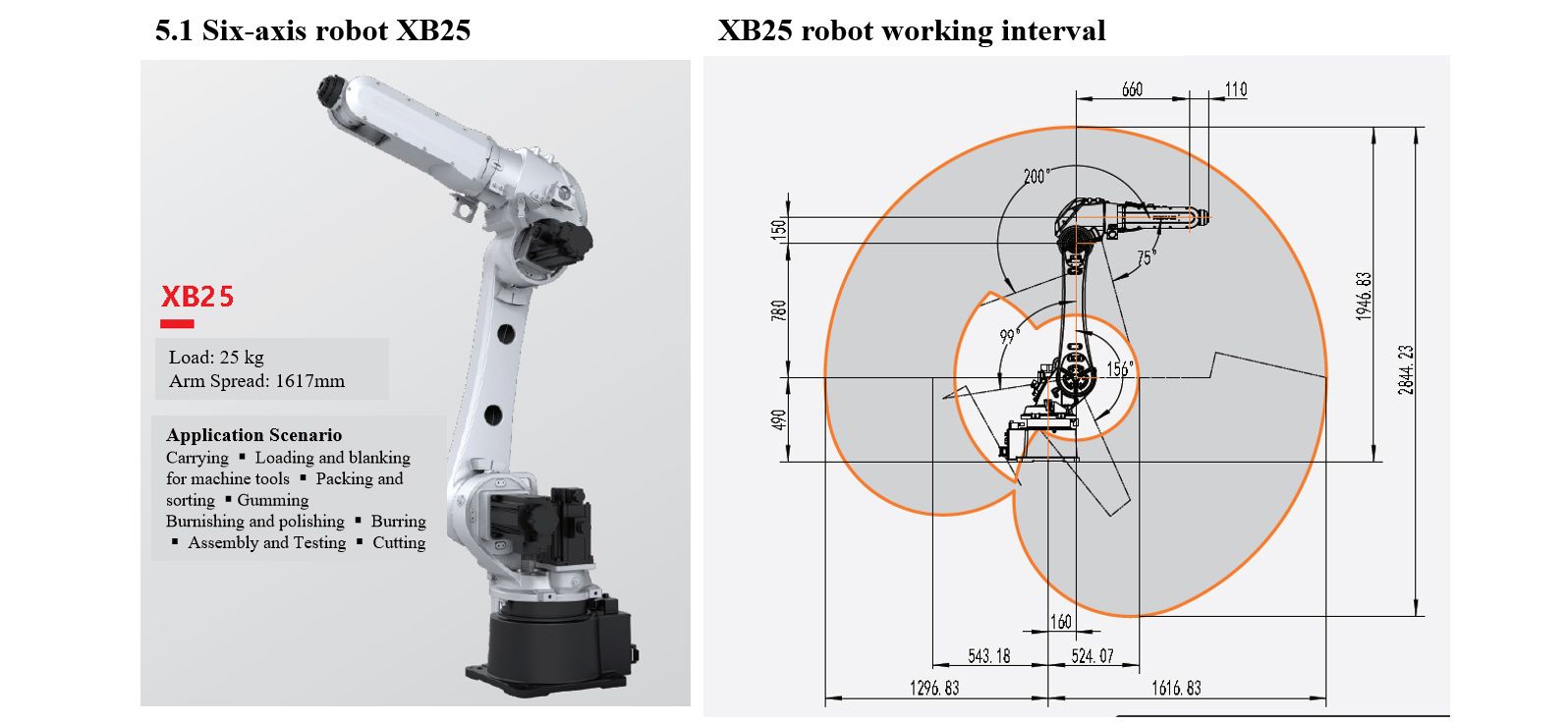
ექვსღერძიანი რობოტი XB25
Roboter XB25 als grundlegende პარამეტრი
| მოდელის ნომერი | თავისუფლების ხარისხი | მაჯის დატვირთვა | მაქსიმალური სამუშაო რადიუსი | ||||||||
| XB25 | 6 | 25 კგ | 1617 მმ | ||||||||
| განმეორებითი პოზიციონირების სიზუსტე | სხეულის მასა | დაცვის ხარისხი | ინსტალაციის რეჟიმი | ||||||||
| ± 0.05 მმ | დაახლოებით 252 კგ | IP65 (მაჯის IP67) | მიწა, შეჩერებული | ||||||||
| ინტეგრირებული ჰაერის წყარო | ინტეგრირებული სიგნალის წყარო | ტრანსფორმატორის ნომინალური სიმძლავრე | შესაბამისი კონტროლერი | ||||||||
| 2-φ8 ჰაერის მილი (8 ბარი, სოლენოიდური სარქველი ოფციისთვის) | 24-არხიანი სიგნალი (30 ვოლტი, 0.5 ა) | 9.5 კვა | XBC3E | ||||||||
| მოძრაობის დიაპაზონი | მაქსიმალური სიჩქარე | ||||||||||
| ლილვი 1 | ლილვი 2 | ლილვი 3 | ლილვი 4 | ლილვი 5 | ლილვი 6 | ლილვი 1 | ლილვი 2 | ლილვი 3 | ლილვი 4 | ლილვი 5 | ლილვი 6 |
| +180°/-180° | +156°/-99° | +75°/-200° | +180°/-180° | +135°/-135° | +360°/-360° | 204°/S | 186°/სამხრეთის გრძედი | 183°/სამხრეთის გრძედი | 492°/სამხრეთის გრძედი | 450°/S | 705°/S |
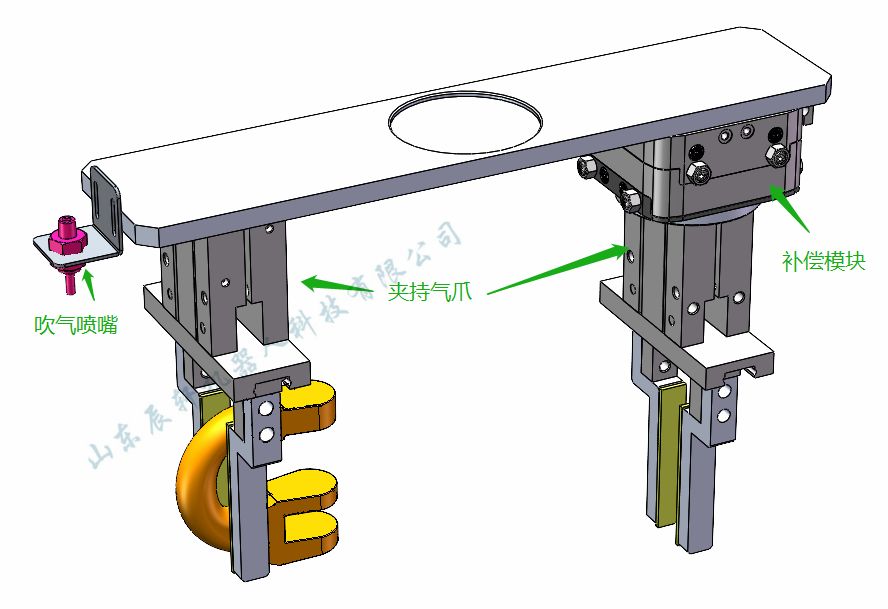
რობოტის მაშები
1. ორმაგი სადგურის დიზაინი, ინტეგრირებული ჩატვირთვა და დაცლა, სწრაფი გადატვირთვის ოპერაციის განხორციელების შესაძლებლობა;
2. გამოიყენება მხოლოდ მითითებული სპეციფიკაციის მქონე სამუშაო ნაწილების დასამაგრებლად და მაშები თავსებადია მხოლოდ გარკვეული დიაპაზონის ფარგლებში მსგავსი სამუშაო ნაწილების დასამაგრებლად;
3. გამორთვის ფუნქცია უზრუნველყოფს, რომ პროდუქტი მოკლე დროში არ ჩამოვარდება, რაც უსაფრთხო და საიმედოა;
4. მაღალსიჩქარიანი პნევმატური საქშენების ჯგუფს შეუძლია დააკმაყოფილოს ჰაერის გაბერვის ფუნქცია დამუშავების ცენტრში;
5. სამუშაო ნაწილის მოჭერისგან თავის დასაცავად თითების დასამაგრებლად გამოყენებული უნდა იყოს პოლიურეთანის რბილი მასალები;
6. კომპენსაციის მოდულს შეუძლია ავტომატურად კომპენსირება გაუწიოს სამუშაო ნაწილის პოზიციონირებას ან მოწყობილობის შეცდომებს და სამუშაო ნაწილის ტოლერანტობის ვარიაციას.
7. დიაგრამა მხოლოდ საცნობაროა და დეტალები ფაქტობრივი დიზაინის მიხედვით უნდა იყოს წარმოდგენილი.
| ტექნიკური მონაცემები* | |
| შეკვეთის ნომერი | XYR1063 |
| ფლანგების შესაერთებლად EN ISO 9409-1 სტანდარტის შესაბამისად | TK 63 |
| რეკომენდებული დატვირთვა [კგ]** | 7 |
| X/Y ღერძის გადაადგილება +/- (მმ) | 3 |
| ცენტრის შეკავების ძალა (N] | 300 |
| არაცენტრული შეკავების ძალა [N] | 100 |
| მაქსიმალური სამუშაო ჰაერის წნევა [ბარი] | 8 |
| მინიმალური სამუშაო ტემპერატურა [°C] | 5 |
| მაქსიმალური სამუშაო ტემპერატურა [°C] | +80 |
| ციკლზე მოხმარებული ჰაერის მოცულობა [სმ3] | 6.5 |
| ინერციის მომენტი [კგ/სმ2] | 38.8 |
| წონა [კგ] | 2 |
| *ყველა მონაცემი იზომება 6 ბარიანი ჰაერის წნევით **ცენტრში აწყობისას |
კომპენსაციის მოდული

კომპენსაციის მოდულს შეუძლია ავტომატურად კომპენსირება გაუწიოს სამუშაო ნაწილის პოზიციონირებას ან სამაგრების შეცდომებს და სამუშაო ნაწილის ტოლერანტობის ვარიაციას.
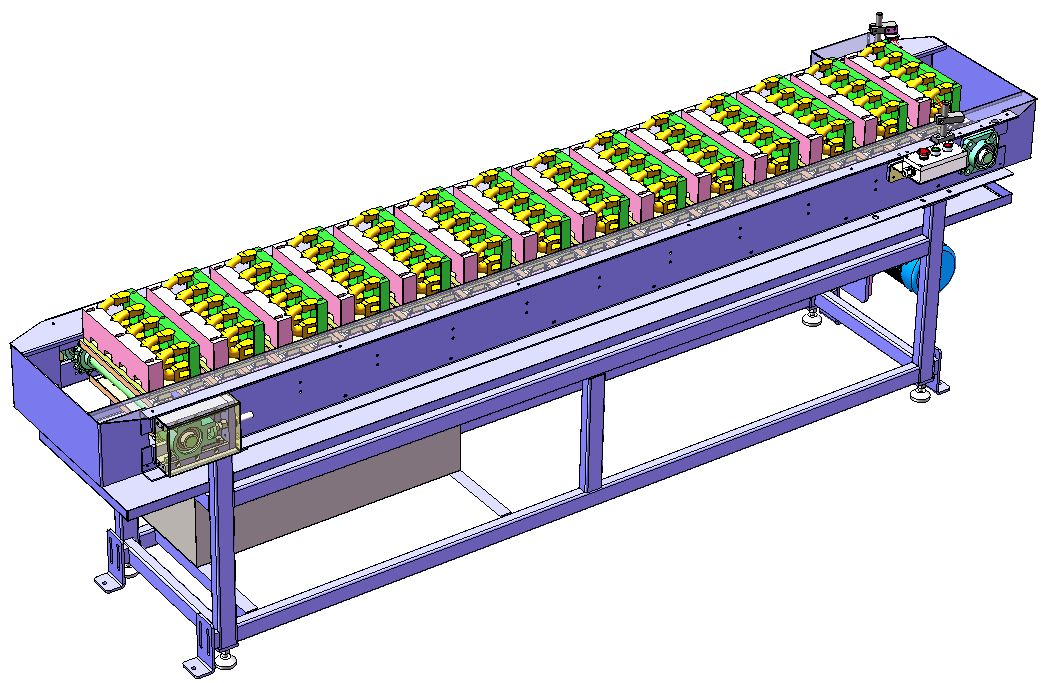
ჩატვირთვისა და გადაცემის ხაზი
1. ჩატვირთვისა და ტრანსპორტირების ხაზი იყენებს ჯაჭვურ ერთშრიან ტრანსპორტირების სტრუქტურას, დიდი საცავის ტევადობით, მარტივი ხელით მუშაობით და მაღალი ფასით;
2. განთავსებული პროდუქციის დაპროექტებული რაოდენობა უნდა აკმაყოფილებდეს ერთი საათის წარმოების სიმძლავრეს. ყოველ 60 წუთში რეგულარული ხელით მიწოდების პირობით, შესაძლებელია მუშაობის განხორციელება გამორთვის გარეშე;
3. მასალის უჯრა დაცულია შეცდომებისგან, რაც ხელს უწყობს ხელით დაცლის მოხერხებულობას, ხოლო სხვადასხვა სპეციფიკაციის სამუშაო ნაწილებისთვის სილოსის ხელსაწყოები ხელით უნდა დარეგულირდეს;
4. სილოსის კვების უჯრისთვის შერჩეულია ზეთისა და წყალგამძლე, ხახუნის საწინააღმდეგო და მაღალი სიმტკიცის მასალები, ხოლო სხვადასხვა პროდუქტის წარმოებისას საჭიროა ხელით რეგულირება;
5. დიაგრამა მხოლოდ საცნობაროა და დეტალები ფაქტობრივი დიზაინის მიხედვით უნდა იყოს წარმოდგენილი.
ელექტრო კონტროლის სისტემა
1. მათ შორის სისტემის კონტროლი და სიგნალის კომუნიკაცია აღჭურვილობას შორის, მათ შორის სენსორები, კაბელები, სარკმლები, გადამრთველები და ა.შ.;
2. ავტომატური ბლოკი აღჭურვილია სამფეროვანი სიგნალიზაციის ნათურით. ნორმალური მუშაობის დროს სამფეროვანი ნათურა მწვანედ ანათებს; ხოლო თუ ბლოკი გაფუჭდება, სამფეროვანი ნათურა დროულად აანთებს წითელ სიგნალიზაციას;
3. რობოტის მართვის კარადასა და სადემონსტრაციო ყუთზე განთავსებულია საგანგებო გაჩერების ღილაკები. საგანგებო სიტუაციის შემთხვევაში, საგანგებო გაჩერების ღილაკზე დაჭერით შესაძლებელია სისტემის საგანგებო გაჩერება და განგაშის სიგნალის ერთდროულად გაგზავნა;
4. დემონსტრატორის მეშვეობით, ჩვენ შეგვიძლია შევადგინოთ მრავალი სახის აპლიკაციური პროგრამა, რომელიც დააკმაყოფილებს პროდუქტის განახლების და ახალი პროდუქტების დამატების მოთხოვნებს;
5. მთელი მართვის სისტემის ყველა საავარიო გაჩერების სიგნალი და გადამამუშავებელ მოწყობილობასა და რობოტებს შორის უსაფრთხოების ბლოკირების სიგნალები დაკავშირებულია უსაფრთხოების სისტემასთან და ურთიერთდაბლოკილი კონტროლი ხორციელდება მართვის პროგრამის მეშვეობით;
6. მართვის სისტემა ახორციელებს სიგნალის კავშირს ოპერაციულ მოწყობილობებს შორის, როგორიცაა რობოტები, დატვირთვის სილოსები, მაშები და დამუშავების ჩარხები;
7. დაზგა-ინსტრუმენტების სისტემას სჭირდება სიგნალის გაცვლა რობოტულ სისტემასთან.
დამუშავების მანქანა (მომხმარებლის მიერ მოწოდებული)
1. დამუშავების მანქანა აღჭურვილი უნდა იყოს ავტომატური ნაპრალების მოცილების მექანიზმით (ან რკინის ნაპრალების ხელით და რეგულარულად გასაწმენდად) და კარის ავტომატური გაღებისა და დახურვის ფუნქციით (თუ არსებობს მანქანის კარის გაღებისა და დახურვის ოპერაცია);
2. დაზგის მუშაობის დროს, რკინის ნატეხები არ უნდა შემოეხვიოს სამუშაო ნაწილებს, რამაც შეიძლება გავლენა მოახდინოს რობოტების მიერ სამუშაო ნაწილების დამაგრებასა და განლაგებაზე;
3. დაზგის ყალიბში ნაფოტების ნარჩენების მოხვედრის შესაძლებლობის გათვალისწინებით, B მხარე რობოტის მაშებს ჰაერის გამბერ ფუნქციას უმატებს.
4. მხარე A შეარჩევს შესაბამის ხელსაწყოებს ან წარმოების ტექნოლოგიას, რათა უზრუნველყოს ხელსაწყოს გონივრული ვადა ან ხელსაწყოების შეცვლა დაზგაში არსებული ხელსაწყოების შემცვლელით, რათა თავიდან იქნას აცილებული ხელსაწყოს ცვეთის გამო ავტომატიზაციის ერთეულის ხარისხზე ზემოქმედება.
5. დაზგასა და რობოტს შორის სიგნალის კომუნიკაციას განახორციელებს მხარე B, ხოლო მხარე A საჭიროებისამებრ უზრუნველყოფს დაზგა-ინსტრუმენტის შესაბამის სიგნალებს.
6. რობოტი ნაწილების შერჩევისას ახორციელებს უხეში პოზიციონირებას, ხოლო დაზგის სამაგრი ახორციელებს ზუსტ პოზიციონირებას სამუშაო ნაწილის საცნობარო წერტილის მიხედვით.
უსაფრთხოების ღობე
1. დააყენეთ დამცავი ღობე, დამცავი კარი, დამცავი საკეტი და სხვა მოწყობილობები და განახორციელეთ საჭირო ურთიერთდამცავი მონტაჟი.
2. დამცავი კარი უნდა იყოს დამონტაჟებული დამცავი ღობის შესაბამის ადგილას. ყველა კარი აღჭურვილი უნდა იყოს დამცავი ჩამრთველითა და ღილაკით, გადატვირთვის ღილაკით და საგანგებო გაჩერების ღილაკით.
3. დამცავი კარი სისტემასთან დაკავშირებულია დამცავი საკეტის (ჩამრთველის) მეშვეობით. როდესაც დამცავი კარი უჩვეულოდ იღება, სისტემა ჩერდება და სიგნალიზაციას იძლევა.
4. უსაფრთხოების დაცვის ზომები უზრუნველყოფს პერსონალისა და აღჭურვილობის უსაფრთხოებას აპარატურისა და პროგრამული უზრუნველყოფის მეშვეობით.
5. დამცავი ღობის უზრუნველყოფა შესაძლებელია თავად მხარის A მიერ. რეკომენდებულია მაღალი ხარისხის ბადით შედუღება და ზედაპირზე ყვითელი გამაფრთხილებელი ლაქით შეღებვა.

უსაფრთხოების ღობე

უსაფრთხოების საკეტი
უსაფრთხოების ღობე. საოპერაციო გარემო (მოწოდებულია მხარის A მიერ)
| ელექტრომომარაგება | კვების წყარო: სამფაზიანი ოთხმავთულიანი AC380V ± 10%, ძაბვის რყევის დიაპაზონი ± 10%, სიხშირე: 50HZ; რობოტის მართვის კარადის კვების წყარო აღჭურვილი უნდა იყოს დამოუკიდებელი ჰაერის გადამრთველით; რობოტის მართვის კარადა უნდა იყოს დამიწებული 10Ω-ზე ნაკლები დამიწების წინაღობით;ენერგიის წყაროსა და რობოტის ელექტრო მართვის კარადას შორის ეფექტური მანძილი უნდა იყოს 5 მეტრის ფარგლებში. |
| ჰაერის წყარო | შეკუმშული ჰაერი უნდა გაფილტრული იყოს წყლის, აირისა და მინარევებისაგან, ხოლო FRL-ში გავლის შემდეგ გამოსასვლელი წნევა უნდა იყოს 0.5~0.8 მპა; ჰაერის წყაროსა და რობოტის კორპუსს შორის ეფექტური მანძილი უნდა იყოს 5 მეტრის ფარგლებში. |
| ფონდი | დაამუშავეთ A მხარის სახელოსნოს ჩვეულებრივი ცემენტის იატაკით და თითოეული აღჭურვილობის სამონტაჟო ბაზა მიწაზე უნდა იყოს დამაგრებული გამაფართოებელი ჭანჭიკებით; ბეტონის სიმტკიცე: 210 კგ/სმ2; ბეტონის სისქე: 150 მმ-ზე მეტი;საძირკვლის უსწორმასწორობა: ±3 მმ-ზე ნაკლები. |
| გარემო პირობები | გარემოს ტემპერატურა: 0~45 ℃; ფარდობითი ტენიანობა: 20%~75% RH (კონდენსაცია არ არის დაშვებული); ვიბრაციის აჩქარება: 0.5G-ზე ნაკლები. |
| სხვადასხვა | მოერიდეთ აალებადი და კოროზიული გაზებისა და სითხეების შეღწევას და არ შეასხუროთ ზეთი, წყალი, მტვერი და ა.შ.; არ მიუახლოვდეთ ელექტრო ხმაურის წყაროს. |






